(一)外径采用 GB12613-90 中方法检测,其步骤如下: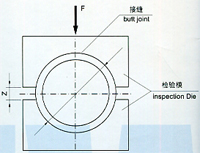
1、设定测量外径装置(如图所示)。先把一个直径与检验模内径一样的调节芯轴 Q 放在检验模之间,然后施加一定的试验力 F ,在检验模之间出现间隙 Z ,作为最初调整值。
2、取出调节芯轴,将被测轴套开口向上,放入检孔中,并施加同样试验力 F ,记录 Z 的变化值 △ Z
3、轴 Q 和试验力 F 的取值和计算方法
D(mm) |
≤ 6 |
>6-12 |
>12-80 |
>80-180 |
Q(mm) |
Dmax-0.003 |
Dmax-0.006 |
Dmax-0.013 |
Dmax-0.025 |
F(N) |
1500·A/Q取100倍数
值(100fold's value) |
3000·A/Q取250倍数
值(250fold's value) |
6000·A/Q取500倍
数值(500 fold) |
1200·A/Q取500倍
数值(500 fold) |
A=L·(S1+S2/2)适用 HW 钢铜合金轴套 for HW steel-copper alloy bushes.
A=L·(SI+S2/3)适用 HW-20 钢铝合金轴套 for HW-20steel-aluminium alloy bushes.
L 为轴套宽度 S1 为钢板厚度 S2 为合金厚度
△Z的极限值:上极限值0,下极限值 -π/2△D △Z extremum:upper 0,lower:-π/2△D
4、测定数据的例举 Example For inspecting Date
轴套(Bush Desc) DIN1494Ø30*Ø34*30, 轴套宽( Width ) L=30±0.25
外径 D=34+0.085 +0.045 总壁厚 S3=20 -0.015 钢板厚度 S1=1.55±0.2
O.D Total Thickness Steel Backing thickness
铜合金厚度( Copper alloy thickness ) S2=S3-S1=0.45
(1) 调节芯轴外径(Adjusting Core bar's O.D) Q=Dmax-0.013=34.085-0.013=340.72
(2) 试验力(Load) F=6000·A/Q=6000*53.23/34.072=9377, 取整后( After modulatd ) F=9500(N), 其中( Here ) A=L·(S1+S2/2)=30(1.55+45/2)=53.25
(3) △Z极限值△Z extremum 上极限值( Upper )△Z=0
下极限值( Lower )△Z=-π/2·△D=-π/2*0.04=0.0628
取整数后( After modulated )△Z=-0.063
( 即被测轴套外径在检验模中的允许变化值为 0~-0.063)
(4) 实际被测轴套外径计算举例:
若上述例举中实际测得△Z=-0.035 ,则被测轴套实际外径 D
D=DMAX+VZ·2/π=34.085+(-0.035*2/3.14=34.063
(二) 外径采用 DIN1494 标准第二部分第二种方法检测
在手的压力作用下(最大值为 250N ),轴套应能推入“通”环规,而不能进入“止”环规。“通”环规的内径应等于轴套的最大理论外径,“止”环规的内径等于轴套的最小理论外径。此方法较简便,通常适应批量检测和提高工作效率,并易使供货双方简便地达成经验收协议。也能满足装配的过盈要求。
|
